Anilox technology has come a long way from the days of knurled base cylinders with chrome plating or sprayed ceramic, and today there are a wide variety of engravings available for the flexographic printing and coating industries.
First published in FlexoTech Magazine, July/August 2013 issue.
Written by Harper GraphicSolutions Director, Alexander James
The choice of anilox engravings available in today’s market range from 60° hexagonal cells to different cell shapes and various channeled engravings.
The specific goals and requirements of a job will determine what type of anilox engraving and specifications will fit the needs. For process printing, achieving precision and specific print targets is the ongoing trend while combination/screen printing demands aniloxes that can deliver enough volume to achieve a predetermined solid print target and also print a smooth screen, vignette and spot colour. With whites and coatings, the goal is to achieve a specific coat weight, a specific gloss or a specific opacity percentage.
Factors
Most of today’s printers have learned the value of printing by the numbers, and as such, have characterised their presses and correlated their print targets to their variables in order to ensure a high level of productivity and repeatability.
This need for consistency requires an anilox technology that can be engraved with high precision and consistency. Aside from the new laser technologies, the most important part of ensuring consistency of the anilox engraving is the preparation of the anilox base and ceramic. Cylindrical consistency across and around the base is important for both the traditional base and the anilox sleeve base.
Another important factor is the consistent application of ceramic onto each roller to maintain tight properties of low porosity and consistent hardness. Finally, a consistent surface finish prior to engraving will ensure that once the laser has been calibrated to a specific engraving, the result will be spot on.
In the Process
Process printing is now the norm for a majority of flexographic printing applications. Technological advancements across the board now enable the proliferation of four color process printing in both the wide web and narrow web industries.
We see high definition printing and expanded gamut printing with photopolymer resolution ranging from 150 lines per inch (lpi) to 200 lpi in the narrow web market. In the wide web market, the trend to higher photopolymer lpi is the same, 150 lpi to 175 lpi. This trend requires a shift in the inks and anilox rollers to meet the graphic reproduction expectations.
In order to print to specific targets, the anilox chosen must deliver a consistent and precise level of ink film thickness. If print target tolerance is within a !E of 2 or a density target of +/- .05, it will require an anilox that can meet those requirements. For these requirements, minimising variability is key.
With six cells walls, the hexagonal cell shape has the most structural support compared to other engravings. Additionally, the nesting of the hexagonal cell results in 15% more cells per square inch with thinner walls and smaller posts. These attributes greatly contribute to the consistent delivery of the 60° hex engravings for precision colour reproduction. With the precision and consistency of these cells, flexographers can use the same anilox specification on any number of presses and be sure that they will be able to achieve the desired print target.

Fig 1. Anilox engraving options from Harper: 60° Hex, 70° Hex, KatRon (long cells), 30° Channel, Weave Channel, 89° XTR and 45° Trihelical
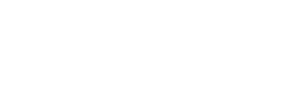
Engraving the hexagonal cells and controlling the cell opening, depth and shape is a critical part of delivering consistent ink film thickness to the photopolymer. As visible in fig 2, when engraving specifications have heavy BCM on the finer engravings, the cell shape inevitable form more of a conical shape. Cells with conical shapes will plug much quicker and function in an efficient manner compared to bowl shaped cells, regardless of the type of engraving geometry.
Fig 2. Cell shapes
This ability to consistently engrave an anilox, as an example, using 473 lpcm (lines per cm), 1200 cpi (cells per square inch), 3.10 cm3/m2, 2.0 bcm (billion cubic microns) with a cell opening of 19 microns and wall thickness of 2 microns is what enables printers to confidently establish print targets with tolerances that they can consistently achieve.
Plates with 59 lpcm/150 lpi resolution printing with a 1% dot, will have a dot diameter of 19 microns, which is equal to the cell opening of the 473 lpcm/1200 cpi engraving. For high definition, high quality printing, the relationship between the minimum dot and the cell opening should be the following – the cell opening should be equal to or smaller than the dot diameter of the smallest printable dot. Controlling that relationship will ensure the delivery of just the right amount of ink to the plate dots, which is a primary way one can control the consistency of the printed results. The relationship of cell opening to minimum printable dot applies to any level of flexo printing, but especially to high definition printing, four colour process printing and expanded gamut printing. Adhering to the cell opening and dot diameter relationship will result in quality printing regardless if you are printing with water-based, UV or solventbased inks.
Other engravings, such as Harper’s 70° Hex (larger cell shape) or the KatRon (stretched hexagonal cell shape), work well for printing combinations of solids and screens and are dictated by the pigment shape and certain ink rheologies.
These engravings are also applicable on uncoated, porous substrates. The challenge is controlling the right amount of ink to ensure a consistent amount will be delivered to the dots. Don’t be surprised of excessive dot gain, dot bridging – dirty print – when using these cell shapes with 1% dots at 150+ lpi due to the increase in open surface area per anilox cells.
When choosing large anilox cell shapes that deliver more ink, it is helpful to take the time to conduct banded roller trials to ascertain the adjustments that may be needed to the inks, plates or tape. For example at 175 lpi, you may need to switch from a 1% dot, which has a diameter of 16 microns, to a 3% dot, which has a diameter of 28 microns, in order to minimise potential printability issues and ensure efficient productivity results. Larger or stretched cell shapes by their structure will deliver a greater percentage of ink and work well for solids and screens with large minimum dots and on uncoated, porous substrates.
Open engravings
Open cell anilox engravings have different structures, primarily channel openings and parallel cell walls. These parallel walls can be engraved at different angles or with different curvilinear shapes. The nature of these shapes allows for excellent flow of inks through the channels, which is great for solids and screens with large dots and specialty inks such as fluorescent, metallic, glitter and specialty varnishes and adhesives.
The ease of ink flow into and out of the open cell engraving lends their use to thicker inks and coatings. When applying specialty coatings and inks, there are several things to consider; the most important variable is the particle or pigment size of the coating or ink. The anilox must have the cell opening which will enable the pigments or particles to easily flow into and out of the engravings. This is especially important for specialty large particle metallic or glitter inks.
Open cell engravings, such as the XTR–89°, have been very beneficial for water-based adhesives and coatings that have issues such as foaming. Especially with enclosed chamber coating stations, the engraved channels allows the coatings to flow easily and levitates the pressure that can build up inside the chamber which contributes to excessive foaming.
Another area where the open cell engravings are beneficial is with whites, specifically heavy UV whites. By using the right open cell engraving it is possible to have anilox engravings with 18 bcm to 24 bcm and more that can compete with rotary screen applied whites. When testing for the right combination of anilox engraving to use with whites or any other coatings, a numerical target must be established. For example, if you are testing for improved white opacity, it is necessary to know what the current opacity percentage is and what the target for improved opacity may be. The same goes for gloss varnish or coat weight improvements.

Fig 3. Fade to zero – 200 lpi dot
A great approach is to conduct banded roller trial that has the current anilox cell structure and the various available open cell anilox engravings on the same roller. This enables a comparison of the benefits for different anilox engravings in a side by side setup. Always use a quantifiable measurable approach when comparing against the standard and refer back to the numerical anilox specification.
Daily Protocol
Today with the increased trend to aniloxes with much finer engraving specifications, the printed image continues to reach higher photographic quality levels. Today’s anilox manufacturers are consistently engraving aniloxes for process printing in ranges from 315 lpcm/800cpi, to as high as 630 lpcm/1600 cpi. And in specialty application engravings have been manufacturing as high as 788 lpcm/2000 cpi.
An anilox with higher engravings has cells with smaller openings and can only perform consistently if the cells are kept clean. This will require adjustments in daily protocol, including more frequent cleaning. Regardless of the geometry selection, when choosing engravings with deep volumes, the cell shapes are more conical and will be a challenge to efficiently maintain. These aniloxes must be cleaned more frequently compared to the traditional aniloxes with lower cell specifications. The need for care and maintenance protocol adjustment continues to be one of the greatest challenges customers have when choosing to work with higher cell count and deeper engravings. By adopting proper cleaning protocols, printers can take advantage of the variety of engravings currently available.
 About the Author: Alexander James is the director of Harper GraphicSolutions, the technical division of Harper Corporation of America, Charlotte, NC. Alex has a Master of Science degree in graphic communications from Clemson University and a Bachelors of Fine Arts from the University of North Carolina, Asheville. With more than 20 years of experience in the graphics industry, Alex has presented at numerous industry related events. Alex has traveled globally, nurturing and developing business relationships by assisting customers in establishing print workflows, improving efficiencies and productivity.
About the Author: Alexander James is the director of Harper GraphicSolutions, the technical division of Harper Corporation of America, Charlotte, NC. Alex has a Master of Science degree in graphic communications from Clemson University and a Bachelors of Fine Arts from the University of North Carolina, Asheville. With more than 20 years of experience in the graphics industry, Alex has presented at numerous industry related events. Alex has traveled globally, nurturing and developing business relationships by assisting customers in establishing print workflows, improving efficiencies and productivity.
To view the original FlexoTech Magazine article click HERE.